
岳阳亿德环保科技有限公司
联系人:李志华
手 机:13873068116
热 线:400-040-3618
电 话:0730-3160024
网 址:www.yyyide.cn
地 址:湖南省岳阳市岳阳大道金石花园三栋2806室
邮 编:414000

岳阳亿德环保科技有限公司
联系人:李志华
手 机:13873068116
热 线:400-040-3618
电 话:0730-3160024
网 址:www.yyyide.cn
地 址:湖南省岳阳市岳阳大道金石花园三栋2806室
邮 编:414000
炼油废水处理工艺及回收利用
随着炼化企业加工劣质化原油的比例不断上升,产生的工业废水成分也越来越复杂,可生化性越来越差,经传统的生物工艺处理后,出水中仍含有较高浓度的有机物,已经成为目前废水治理的难点。另一方面,国家也提出更为严格的污水排放标准,为适应新的污水排放要求,炼化企业现有污水处理流程和设施需要进行改造升级以提高处理效果。
目前,国内多数炼化企业污水处理设施采用隔油—气浮—生化工艺或其改良工艺,从实际运行情况来看,该工艺不能保证出水完全达标。由于出水中残留的有机物为难降解物质,仅现有工艺简单扩建或单纯增加多段生化处理,也难以使出水达标。
臭氧氧化+曝气生物滤池(BAF)组合工艺作为一种有效的深度处理技术能进一步去除有机物,满足日益严格的出水排放标准。笔者通过对该工艺进行现场 中试实验研究,分析和评价了臭氧氧化对COD、氨氮等指标的去除效果以及通过改变难降解物质分子结构,以提高难降解废水的可生化性的能力,并对该工艺整体 生化处理效果进行了探讨,为该工艺在工程实践中的应用提供技术参考和理论依据。
1、 实验部分
1.1 中试连续实验装置及工艺流程
中试连续实验装置由两个相对独立的处理单元组成,分别是臭氧氧化接触池、BAF,两个单元之间设置一个中间水池,该装置的处理水量为1 m3/h。具体工艺流程如图 1 所示。

图 1 中试装置工艺流程
由图 1 可见,炼油外排水经射流器与臭氧发生器产生的臭氧混合,进入臭氧接触塔中反应,提高B/C,并去除部分COD,后进入中间水池,经泵提升后进入一级生物滤池,出水重力流入二级曝气生物滤池,出水进入清水池外排。
臭氧发生装置为板式臭氧发生器,与传统管式臭氧发生器相比,具有能耗低、占地面积小、操作方便、可模块化设计等优点,规格为100 g/h。
通常情况下,臭氧接触反应池中的水力停留时间为5~10 min,考虑到进水水质波动较大,进水SS可能较高,因此设计水力停留时间为30 min。为提高臭氧的利用率,臭氧接触反应池中还填充鲍尔环填料,使臭氧与进水充分接触反应,同时减少SS 对臭氧氧化的影响。
为有效防止水中残留臭氧对后续BAF 生物菌种造成影响,根据臭氧在水中的半衰期为35 min 左右的特点,在臭氧反应池之后设置水力停留时间为3 h 的中间水池,以彻底去除水中残留的臭氧。
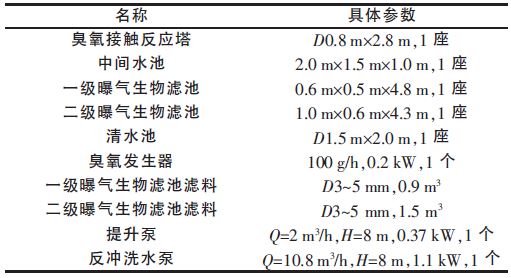
中试装置各设备详细参数如表 1 所示。

表 1 中试装置各设备详细参数
一、二级曝气生物滤池的表面水力负荷分别为3.3、1.7 m3/(m2·h);一、二级曝气生物滤池的空床水力停留时间分别为30、40 min。
pH:6~9,COD 为70~180 mg/L,氨氮≤7~26 mg/L,水中油≤10 mg/L,挥发酚≤0.5 mg/L,SS≤70 mg/L。
现将某炼油企业污水处理装置含油废水二沉池出水作为中试装置臭氧接触池的进水,实验过程中有个别时段的COD 或氨氮超标,主要是污水处理场总进水水质受上游装置波动影响所致。
1.3 水质分析指标及测试方法
实验中测定的主要水质指标及分析方法如下:每天上、下午分别采样一次,采样点位置参考工艺流程图 上标注。分析项目和方法如下:COD,快速消解分光光度法(HJ/T 399—2007);氨氮,蒸馏-中和滴定法(HJ 537—2009); SS,重量法(GB 11901—1989); 石油类,红外光度法(GB/T16488—1996);臭氧浓度,碘量法。

图 2 不同臭氧投加量下COD 去除效果比较
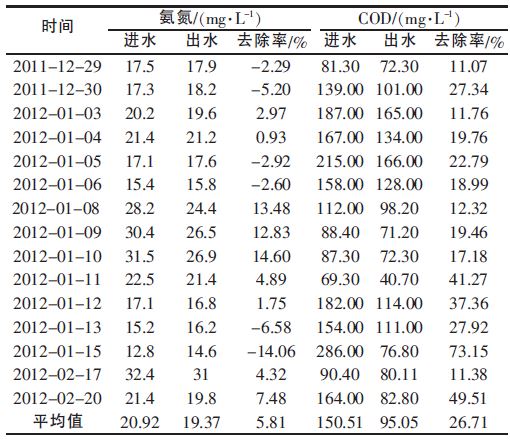
2.1.2 最佳臭氧投加量下效果分析
根据进水水质条件,确定了臭氧的最佳投加量为25 g/m3,笔者研究从臭氧接触池后的取样口取水样,以COD、氨氮的去除率作为臭氧预处理效果的评价指标。实验结果如表 2 所示。由表 2 可见,在最佳臭氧投加量为25 g/m3 时,臭氧对COD 具有明显的去除作用,去除率稳定在15%~30%之间;而对NH3-N 去除效果不明显,如果去掉个别误差值较大的数据,进、出水中氨氮几乎没有差异。实验证明:臭氧预处理无法将水中氨氮去除,即不能直接将NH3-N 氧化为NO3--N 或者NO2--N,氨氮的去除需要依赖后续BAF 的生化作用。
1.4 臭氧氧化/曝气生物滤池组合工艺
臭氧是一种强氧化性气体,能以氧分子形式与许多有机物或官能团发生反应,如C=C、芳香 化合物、杂环化合物、N=N、C=N、C—Si、—NH2,—CHO等。可将难生物降解的有机物环状或长链分子部分断裂,其氧化产物通常为小分子的 羧酸、酮和醛类等,不能彻底降解为CO2、H2O 和无机物。臭氧氧化亦能够改变有机物的结构特性,虽然有机物总量不会有所改变,但是大分子有机物降解为可生物降解的有机物,为臭氧氧化与其他生物处 理工艺的组合创造了条件。因此,在废水提升处理中一般采用臭氧与生物处理组合工艺,臭氧氧化通过将大分子有机物转化为小分子有机物和改变分子结构降低出水 中的COD,提高废水的可生化性,以提升后续BAF 的生物降解效果。BAF 集生化降解和截留悬浮物于一体,可有效去除污染物,还可起到减少臭氧投加量、降低运行成本的效果,该组合工艺有效发挥了化学氧化和生物降解两种技术的优势 。
2.1 臭氧投加量对处理效果的影响
2.1.1 不同臭氧投加量条件下的效果分析
臭氧投加量是影响组合工艺整体处理效果的关键因素,采用臭氧预处理的目的主要是提高污水的B/C,以提升曝气生物滤池的生物降解效率〔4〕。投加量过低,难 以达到氧化大分子的目的,而投加量过高不仅会增加运行成本,而且过高的残余臭氧浓度可能会对生化处理产生不利影响。因此,对不同臭氧投加量条件下COD 去除效果进行了分析。
由图 2 可见,随着臭氧投加量的上升,臭氧预处理出水COD 呈逐渐下降的趋势,当臭氧投加量达到25 mg/L 时,COD 去除率到顶点,此后,尽管臭氧投加量继续上升,但COD 去除率并未同步上升。这可能是臭氧在氧化有机物时,将大分子的环状链或长链断裂后,形成多种中间产物,这些中间产物使得水中COD 不降反升。因此,25 g/m3 为最佳投加量。

表 2 最佳臭氧投加量下COD、氨氮去除效果
现场中试时间为期45 d,在此期间,对臭氧氧化/曝气生物滤池组合工艺处理炼油污水二沉池出水运行情况进行了为期16 d 的标定,通过对不同工况条件下,处理前后水中氨氮、含油量、COD、悬浮物的变化情况来评价该工艺的整体处理效果。
2.2.1 组合工艺的分段处理效果
中试分别在两种工况条件下进行,工况1 是不经过臭氧氧化,单独采用BAF 处理该炼油污水二沉池出水,处理前后水中COD 的变化情况如图 3 所示。

图 3 二沉池出水COD 的去除效果
由图 3 可见,单独采用BAF 处理二沉池出水,对水中COD 有一定去除效果,去除效果在40%左右。当进水COD 稳定小于设计进水值120 mg/L 时,出水COD 基本可维持在60 mg/L 左右。
2.2.2 组合工艺的整体处理效果
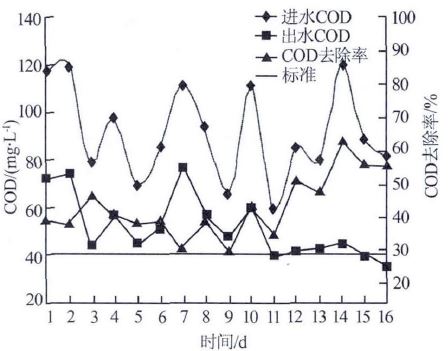
为了进一步研究臭氧氧化在组合工艺中的作用,现场中试所采用的工况2 是采用臭氧氧化与BAF 组合工艺处理该炼油污水二沉池出水,处理前后水中COD 的变化情况如图 4 所示。

图 4 标定阶段COD 处理效果
由图 4 可见,采用臭氧氧化与BAF 组合工艺处理该二沉池出水,可大幅提高出水水质。出水COD一直稳定在40 mg/L 以下,完全满足外排污水回用水质要求,去除率一直稳定在90%左右,说明经臭氧预处理后,提高了水中有机物的可生化性,有效提升了后续曝气生物滤池生化处 理效果。实验期间,由于原污水处理设施运行不稳定,进水COD 变化波动幅度大,最大值接近330 mg/L,大于设计进水值120mg/L,通过将臭氧预处理单元水力停留时间由40 min 延长至50 min,同时将一级曝气生物滤池的表面水力负荷由3.3 m3/(m2·h)降低至2.5 m3/(m2·h),出水COD 仍能保持在50 mg/L 左右。实验证明:该组合工艺对水中COD 具有显著而稳定的去除效果。

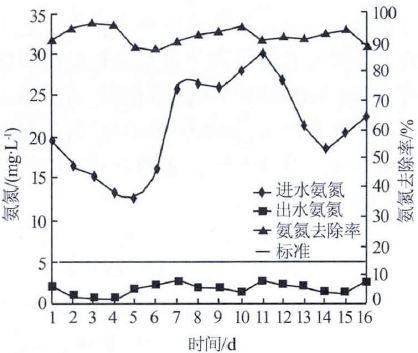
图 5 标定阶段氨氮处理效果
由图 5 可见,尽管进水氨氮含量变化较大,最大为30.1 mg/L,最小为12.7 mg/L,经过组合工艺处理后,出水氨氮含量一直小于设计标准5 mg/L,平均值在1.69 mg/L,达到回用水水质标准,尽管实验期间水质突然变坏,水中氨氮波动较大,进水氨氮在30mg/L 左右,通过调节一、二级曝气生物滤池的表面水力负荷,氨氮的去除率一直维持在90%左右,工艺的耐负荷变化小、抗水质冲击能力较强。
(1)臭氧氧化和BAF 生化两个处理单元相互依存的整体工艺,有效提升了对难降解炼油废水的生化处理效果,出水完全能够达到国家《污水综合排放标准》(GB 8978—1996) 中的一级标准,且在进水COD 波动大,高于进水设计值120 mg/L 工况下,出水主要污染物指标COD、氨氮仍能稳定达到中水回用行业标准。
(2)实验条件下,臭氧最佳投加量为25 g/m3,臭氧氧化对氨氮去除基本没有效果; 从后续曝气生物滤池处理结果看,经臭氧处理后可生化性良好,大幅提高了曝气生物滤池的生化处理效果。
(3)主要工艺设计参数为臭氧接触时间为30 min,中间水池停留时间为180 min,BAF 停留时间为60~70 min,水力负荷为3~5 m3/(m2·h)。在此实验工况条件下,炼油污水二沉池出水经处理后完全能够达到回用标准

 旺旺客服
旺旺客服


{kind=link}
{kind=link}
{kind=link}
{kind=link}